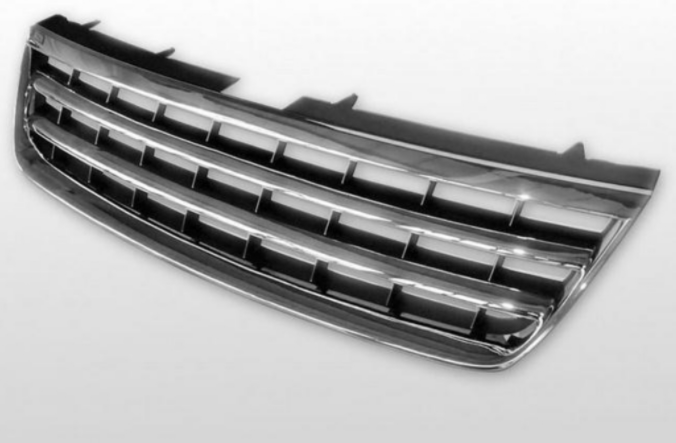

电镀就是利用电解原理在基材表面上镀上一层金属的过程。由于生产过程通常在电解液中进行,故称为“水电镀”。电镀层的引入能增强基材的抗腐蚀性、硬度、防止磨损、提高导电性、润滑性、耐热性和表面美观。
水电镀工艺流程:上挂——除油——水洗2次——亲水——粗化1——粗化2——回收——水洗3次——中和一 一水洗2次一一预浸一一催化一一水洗3次一一活化一一水洗2次一一化学镍一一水洗2 次一一活化一一水洗2次一一镀焦铜一一回收一一水洗2次一一活化一一镀光铜一一水洗3 次——微蚀——水洗2次——镀光镍——回收——水洗2次——活化——镀光铜——水洗3 次——微蚀——水洗2次——镀光镍——水洗3次——镀光铬——水洗4次——超声波水 洗一一水洗一一超纯水洗2次一一烘干一一下挂{要经过四十多次上下缸浸泡}程序才完成一次。
适用材料
1.大多数金属可以进行电镀,但是不同的金属具有不同等级的纯度和电镀效率。其中最常见的有:锡,铬,镍,银,金和铑(铑:白金的一种,极其昂贵且能长久保持高亮度,可以对抗大多数化学物质和酸。最常用于对产品表面光泽度要求极高的产品,如奖杯和奖牌)
2.最常用于电镀的塑料为ABS,因为ABS能承受60°C(140°F)的电镀高温,并且其电镀层和非电镀层结合强度高
3.镍金属不可用于电镀接触皮肤的产品,因为镍对皮肤有刺激性且有毒性
水电镀要经过四十多次上下缸浸泡程序才完成一次。
工艺异常及分析
1.现象:露塑
原因:粗化浓度、时间或温度太低;粗化三价铬浓度太高;塑料应力太高;钯活化剂浓度、时间或温度太低;解胶浓度、时间或温度太低;解胶空气搅拌太强;挂具将粗化液带进其它镀液;化学镍反应速率太慢;绝缘油太多,带进槽液;粗化表面太张力太高;空气中铬雾含量高
解决方法:调节粗化时间或温度,以及三价铬的浓度;控制解胶时间、温度、空气搅拌速度;清洁挂具等
2.现象:砂点、杂质
原因:镀液或空气中的固体杂质吸附在电镀层表面
解决方法:加强素材前处理,清理镀槽,保持电镀环境清洁
3.现象:针孔、凹点、麻点
原因:槽液有油性污染物;电镀槽搅拌不良;电镀槽有有机污染物;酸铜光剂失调;镍镀液表面张力太高;镍镀液的硼酸太低
解决方法:清理或更换槽液;控制搅拌速度;调节光剂、槽液离子浓度
4.现象:起泡
原因:铜、镍或水洗槽有油质污染;镀层表面钝化;铜活化温度太低、时间太短或浓度太低
解决方法:清理或更换槽液;调节活化温度、时间



长按屏幕识别二维码
打开手机扫描二维码