 201
201
3D打印技术是制造业的一项革命性进步,尤其是在复合材料的应用方面。这项技术通过逐层堆叠的方式能够精确打印复杂形状的零件,其主要技术包括立体光固化成型(SLA)、选择性激光烧结(SLS)和熔融沉积成型(FDM)。研究重点讨论了连续纤维增强热塑性复合材料(CFRTPC)在3D打印中的应用,揭示了不同打印技术如在线浸渍法和离线浸渍法在改善制品力学性能方面的效果。同时,新兴技术如微波加热打印和超声波辅助3D打印对于提高打印速度和制品质量有显著影响。最后,文档展望了复合材料3D打印的未来发展趋势,指出其在制造业中的潜在应用和挑战。
3D打印技术是一种增材制造成型方法,能够快速加工制造形状复杂的精密部件,无需模具即可实现个性化生产]。与传统减材制造不同的是,3D打印技术是将三维模型进行切片处理后,按照预设路径逐层堆叠,最终制备出所需制品,该成型技术能有效缩短零部件的生产周期,提高材料的利用率,降低制造成本,突破了传统成型方式制备一体式复杂零件的技术障碍,特别是针对小批量复杂零件的制造和零件市场化前的设计优化,3D打印技术具有极大的市场竞争力。
现阶段3D打印技术发展相对成熟,种类众多,常见的3D打印技术主要有立体光固化成型技术(SLA)、选择性激光烧结(SLS)和熔融沉积成型,即FusedDepositionModeling(FDM)。其中,FDM3D打印成型技术因为设备和打印原料成本低、简单的制备程序以及能适用于多种材质的原料打印,是现阶段市场上应用最广泛的3D打印技术之一,具有十分广阔的应用前景。
聚合物3D打印工艺正在向低打印成本、低能耗、大尺寸、高打印速率方向发展,使3D打印逐步迈向批量生产,与传统塑料生产工艺展开竞争。目前,粉末床工艺已初步应用于塑料零件批量生产,并不断推出更高效的SLS系统和低成本小型化烧结系统以提升打印效率和降低设备成本。DLP,CLIP等快速光聚合技术的应用使光聚合3D打印逐步面向最终零件小批量生产,在此基础上的低能耗、高零件性能的光聚合工艺是研究重点。应用于高性能工程材料的材料挤出3D打印工艺走向成熟,高速、大型材料挤出3D打印设备得到应用发展。
技术现状
连续纤维增强热塑性复合材料3D打印技术
纤维增强热塑性树脂复合材料能一定程度提高打印制品的力学性能,但由于短纤的比表面积很大,而纤维与树脂基体的相容性较差,导致两者之间容易产生更多的空隙,从而制约复合材料3D打印制品性能的提升。为进一步提升3D打印制品的力学性能,学者们以连续纤维替代短纤维,重点研究了3D打印CFRTPC复合材料。Isobe等以聚乳酸为基体,分别以多壁碳纳米管、短碳纤维和连续碳纤维为增强体制备3D打印复合材料丝材,探究三者的机械性能。结果显示,连续碳纤增强复合材料、短纤增强复合材料以及颗粒增强复合材料的拉伸强度和弹性模量分别达到了341MPa和10GPa、47MPa和2GPa、53MPa和3GPa,连续纤维增强复合材料的力学性能更为优越。
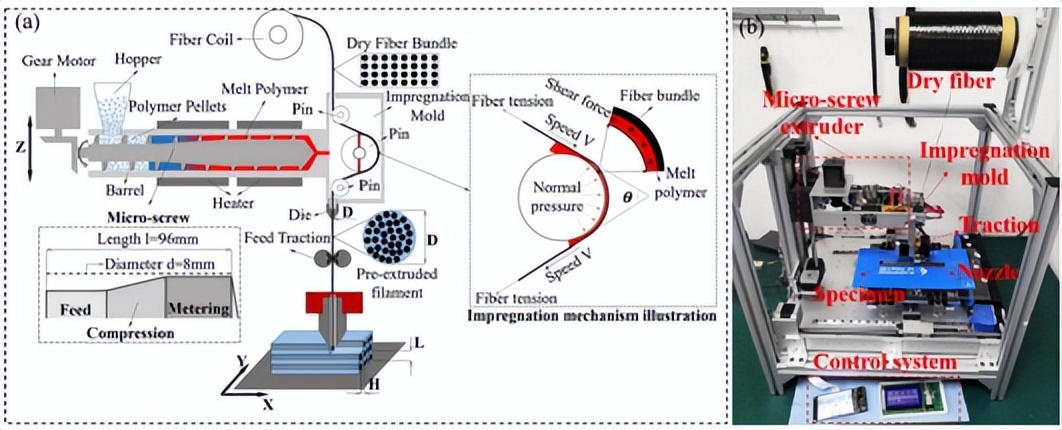
现段连续纤维增强热塑性复合材料(CFRTPC)的FDM3D打印方法主要分为离线浸渍法和在线浸渍法。在线浸渍法是指在CFRTPC的3D打印过程中,树脂基体长丝和连续纤维束分别从打印机相应送丝机构进入到加热块内部,树脂基体受热熔融,并在加热块至喷嘴的热流道中对连续纤维束进行在线浸渍,如图所示。离线浸渍法是指提前通过熔融浸渍工艺制备出适用于3D打印机的CFRTPC预浸丝,预浸丝成型过程中,张紧的连续纤维束在浸渍模具内受到熔融树脂的高压,实现树脂对连续纤维束的充分浸渍,最终将冷却定型的的预浸丝送入打印机完成3D打印过程。
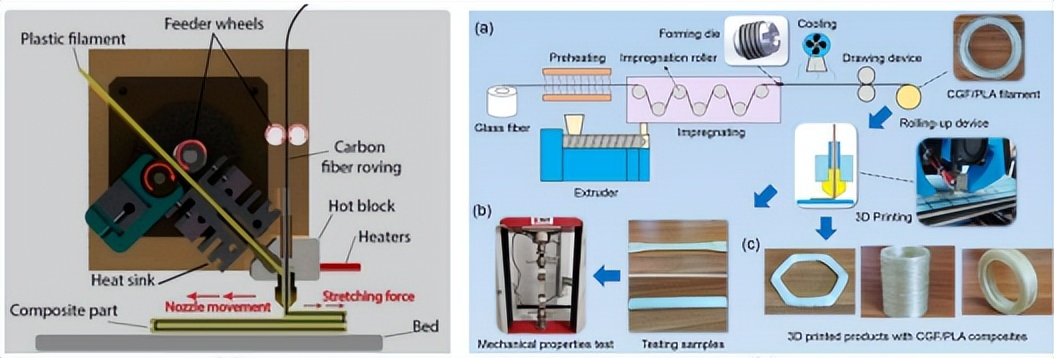
图1FDM3D打印方法
单喷头3D打印技术
将微型挤出机安装在FDM3D打印设备上,如图所示,挤出的塑料熔体注入到浸渍模具中,在高压的作用下浸透模具中张紧的连续碳纤维束,最后经口模牵出直接送入打印喷嘴完成CFRTPC的3D打印,并对比了不同纤维含量的CCF/PA12复合材料3D打印制品孔隙率和机械性能的变化。实验结果发现,碳纤规格为3K的CCF/PA12复合材料的3D打印制品孔隙率仅为2.62%,其抗拉强度、弹性模量、抗弯强度和弯曲模量分别达到了735MPa、79GPa、772MPa和85.3GPa。
为提高连续纤维增强复合材料3D打印的生产效率,解决传统3D打印CFRTPC速度慢的问题,提出了一种3D微波加热打印方法,使用微波瞬时加热代替传统打印机的电阻加热,树脂在喷嘴中瞬间熔融,进而显著提高连续纤维增强复合材料的打印速度,将打印速度为20mm/s的微波加热打印制品的力学性能与打印速度为5mm/s的传统加热打印制品进行对比,结果显示,20mm/s的微波加热高速打印下,制品的平均拉伸强度为358MPa,而传统加热方式打印件的拉伸强度只有303MPa,微波3D打印在提高CFRTPC复合材料的3D打印速度的同时,对复合材料制品的力学性能也有一定的改善。
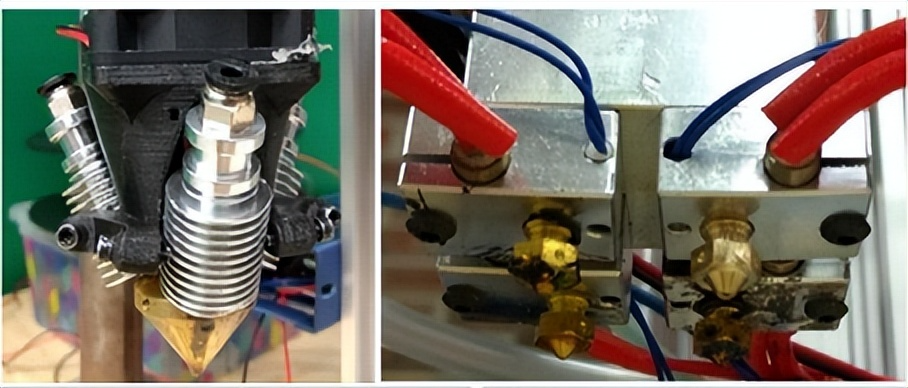
通过改良了喷嘴结构,在喷嘴侧面引入压力孔,如图所示,实时监测喷嘴内熔体的粘度、压力和温度,保证3D打印的稳定性。通过有限元分析研究了不同的喷嘴结构,研究了不同条件下对打印制品质量的影响规律,对喷嘴结构进行了调整,以实现对生物材料打印的尺寸可控性。研究了喷嘴结构对复合材料3D打印制品性能的影响,结果发现,喷嘴边缘宽度的增大对制品表面质量和力学性能有促进作用。
图2单喷头3D打印技术
多喷头3D打印技术的研究进展
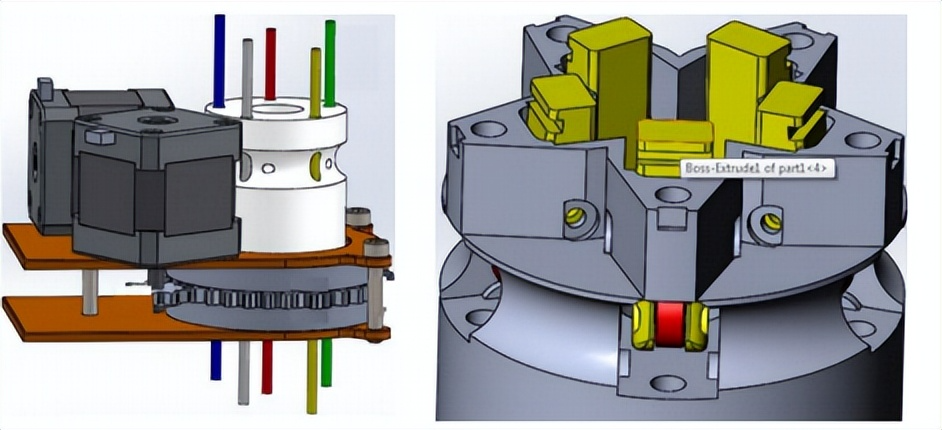
多喷头3D打印机的出现较好地解决了单喷头打印机打印时出现的问题,扩大了3D打印技术的应用范围。两种多喷嘴FDM3D打印设备,多材料单混合喷嘴和多材料多喷嘴,如图所示,使用传统打印材料,如ABS、HIPS和PLA等,制备出不同材料层的拉伸测试样条,通过测试结果比较两种多喷嘴3D打印设备在打印不同材料时的优劣性,结果显示,单混合喷嘴在打印高性能材料时表现出更高的一致性。
图3多喷头3D打印技术
企业使用双喷头3D打印机,两喷嘴可独立工作,一个喷头用来打印PA树脂,另一个喷嘴用来打印连续纤维增强尼龙预浸丝,制备纤维层为夹芯层,尼龙层为表面层的夹层结构,对比分析不同打印材料对打印试样机械性能的影响。结果表明,与纯PA样条相比,CFRTPC样条呈现出更好的机械性能。]通过改进传统的FDM3D打印设备,添加了双喷头打印系统和冷却平台,完成了对打印机设备硬件和软件的改进,实现打印过程中对水凝胶温度和流量的精准控制,避免出现速度变化或者方向转变时打印原料的溢出,保证打印制品的成型质量。设计了一套多喷嘴3D打印机,打印设备由五个喷嘴组成,如图所示,使3D打印时能同时使用五种不同颜色或不同种类的原料,不需停机更换原料便可实现多色或多材料种类的3D打印制品的制备,打印头部分由两部伺服电机驱动,可进一步提高打印设备的打印速度。
图4喷头3D打印设备
超声波3D打印技术进展
2015年,德国Indmatec公司推出了HPP 155型PEEK 3D打印机,是第一台用于高温聚合物的FDM3D打印机,配备了高达420℃的全金属热端,能加工PEEK等高熔点和高黏度的聚合物。
麻省理工学院也研发出一种激光辅助的FDM 3D打印机,以激光辅助加热和带螺杆机构的打印头可更好地调节温度、提高流速,打印速率较普通FDM打印机快10倍。当前,3D打印工艺非常重要的一个研究内容和发展方向是复合材料的3D打印,致力于实现多品种、高性能热塑性复合材料的3D打印并获得最佳打印效果。
俄罗斯Anisoprint公司开发了国际领先的连续纤维3D打印技术——双喷嘴复合纤维共挤(CFC)技术,推出了生产规模的CFC系统AnisoprintProMIS 500。该技术使用一个喷嘴进行FFF成型,另一个喷嘴进行碳或玄武岩丝料共挤出。CFC增强复合材料具有较高的纤维体积比、低孔隙率、良好黏合性及出色的力学性能。
美国Desktop Metal公司提出一项微自动光纤替换(微型AFP)技术,开发了Fiber HT型和FiberLT型3D打印机。Fiber LT型3D打印机可以打印与碳纤维(CF)或玻璃纤维结合的PA6,而其HT型号可以打印与CF或玻璃纤维结合的PEEK或聚醚酮酮(PEKK)。该技术可以控制纤维方向,实现小于1%的孔隙率,高达60%的纤维体积比率。
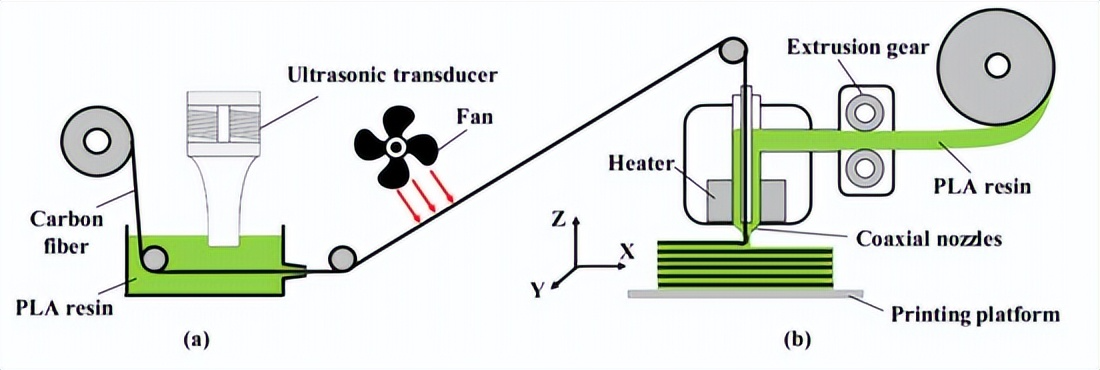
最新的研究开发了一种超声辅助3D打印CFRTPC的3D打印装置,如图所示,连续纤维束通过装有热塑性树脂熔体的容器,在张力辊的作用下保持张紧,树脂在超声波的作用下,促进对连续纤维束的浸透作用,最后,被浸渍完成的连续纤维束通过口模成型并通过3D打印制备出CFRTPC复合材料制品。研究结果发现,与没有经过超声处理的打印制品相比,经过超声处理之后的复合材料3D打印制品的抗拉强度和抗弯强度分别提高了34%和29%。
图5超声波辅助3D打印CFRTPC
未来趋势
随着应用领域的扩大和各行业对制品性能要求的提高,单一材料的3D打印制品已无法满足当前市场需求,复合材料的FDM3D打印成型将成为3D打印的发展趋势。如今使用短玻纤或短碳纤增强热塑性树脂复合材料为原料的3D打印技术已经比较成熟,短纤增强热塑性复合材料3D打印制品的力学性能相对单一树脂材料打印制品实现了较大的提升,但是力学性能的提升空间有限近年来,强度更高的CFRTPC的3D打印成型技术成为众多学者的研究热点。但是,3D打印CFRTPC因为其表面质量较差、界面结合强度较低、孔隙率较高等问题,制约了CFRTPC复合材料的机械性能的提升,限制了CFRTPC3D打印制品的工艺应用和发展。进一步改善FDM3D打印制品的界面结合效果以提高其机械性能,改善打印制品表面效果以提高其成型质量,成为了CFRTPC3D打印技术亟待解决的关键性问题。本文建议尝试采用双喷头3D打印技术,以短纤增强PA6复合材料和自制CGF/PA6预浸丝分别作为上下表层和芯层的打印原料,制备出一种表面质量优异、高性能的“三明治”结构复合材料3D打印制品,同时引入超声波振动装置,基于超声波的振动作用和热学效应,研究超声频率对熔融沉积界面聚合物分子链的作用机理,改善复合材料的表面质量和层间结合强度。相关应用研究对促进CFRTPC复合材料3D打印技术的发展具有重要的理论指导意义,可拓展3D打印CFRTPC复合材料在结构复材领域的应用。
来源:南极熊3D打印网



长按屏幕识别二维码
打开手机扫描二维码